电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
溶剂型涂料广泛应用于机械、建筑和电子等行业,因此研究溶剂型涂料的涂装工艺与设备有着特别重要的意义。
溶剂型涂料涂装是利用一定的设备和合理的工艺将涂料薄而均匀地涂布在被涂物表面常用的方法有刷涂、刮涂、浸涂、淋涂和喷涂等。
浸涂是指用人工或机械将工件浸人到涂料中,然后提出工件沥干余漆,使工件表面形成一层涂膜的过程。浸涂工艺的最大优点是:设备简单,机械化程度高,涂料利用率高,对环境的污染小,不会产生涂装死角。其缺点是涂装表面上薄下厚,易产生流挂,易堆的工件不适宜用此种方法。
浸涂工艺
①涂料品种的选择 一般烘烤型涂料较适合于浸涂,因为其溶剂挥发速度慢,槽中不易结皮,涂料长时间使用比较稳定,同时由于具备烘烤条件,适合于规模化生产,如氨基醇酸涂料、单组分环氧树脂涂料等。另外一些单组分自干型涂料亦可用于浸涂工艺,如醇酸树脂涂料、沥青涂料等,但必须增加自然晾干的场地。
双组分涂料如双组分聚氨酯树脂涂料等,由于混合后存在使用期的问题,不适用于浸工艺;密度较大的涂料易产生沉淀,不适合采用浸涂工艺;快干型涂料由于具有干燥快、流平差、溶剂挥发快、存在安全隐患等特点,也不适合采用浸涂工艺。
②浸涂工艺条件的选择 涂料的施工黏度是浸涂的重要工艺条件,直接影响浸涂后涂膜的外观效果。室温(20℃)下施工黏度一般控制在20~30s(涂-4杯黏度计,25℃)。施工时要根据施工温度的变化不断调整施工黏度。施工温度越低,施工黏度要求增大;施工温度越高,施工黏度要求相应减小。当施工黏度过低时,涂膜的流平性提高,但易出现露底等缺陷;当施工黏度过高时,涂膜的流平性降低,易出现流挂等缺陷。涂料的最佳施工温度为20~30℃。施工中维持一定的温度范围,有利于保持浸涂槽的稳定性和涂层质量。
施工时应根据温度,选择合适施工黏度。随施工的不断进行,涂料黏度将发生变化,黏度降低时可加人原涂料调整,黏度升高时加人稀释剂调整。具体的加人比例应根据试验结果确定。
浸涂槽一般每3~4h搅拌1次,搅拌完毕应待气泡消失后再施工。工件入槽时,应尽可能使工件最大平面垂直人槽,其他平面与涂料一定角度,以减少入槽及出槽阻力。
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
本文标签:前处理
溶剂型涂料的浸涂涂装工艺简介
273 人参与 2024年03月15日 09:28 分类 : 电泳工艺 电泳原理 评论
-

电动车简而言之就是以电力为驱动,是为了节能,环保而产生的一种新型的交通工具,其中电动摩托车,全以电力为驱动,还有一种电动自行车,是一半电力驱动,一半人力驱动,多是以可以根据需要适当踏踩来自动调节动力。电动车的外形跟摩托车比较相似,用电力来驱动马达使其行驶,是电
-

船舶中耐热部位如何涂装船舶上的耐热部位由于使用环境的不同,对涂料耐热性能提出不同的应用要求,例如,热水管道或某些发动机常年的使用温度低于100摄氏度,—般采用铝粉醇酸耐热涂料,涂装两道,总干膜厚度40um以上,对烟囱、内燃机内表面等需涂装(铝粉)有机硅耐热涂枓
-
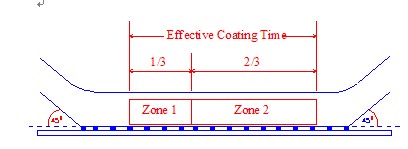
EffectiveCoatingTime电泳时的有效电泳时间 Aminimumfullimmersiontimeoftwominutesinfrontofanodesisnecessaryforcarbodies.
-

大明湖是我国济南的三大名胜之一,济南另外的两处名胜分别是趵突泉、千佛山。大明湖最开始是以大明寺而得名。大明湖主要有哪些名胜古迹?大明湖的主要名胜古迹有二园、四祠、十亭、一阁,即遐园、秋柳园;南丰祠、铁公祠、稼轩祠、汇泉祠;玉函亭、鸳鸯亭小沧浪客、八角亭
- 2024-03-15塑料涂装表面处理的方法
- 2024-03-14电泳涂装前磷化处理的目的
- 2024-03-13电泳涂装前处理化学除锈方法
- 2024-03-13电泳涂装前处理物理除锈方法
- 2024-03-10电泳涂装前处理清洗方式及脱脂中的注意问题
- 2024-03-10电泳涂装前处理超声波清洗的方式方法
- 2024-03-09电泳涂装前处理超临界CO2清洗的方式方法
- 2024-03-09电泳涂装前处理脱脂表面活性剂去油方法
- 2024-03-09电泳涂装前处理脱脂碱液清洗方法
- 2024-03-08电泳涂装前处理脱脂有机溶剂去油方法
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
