电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
砂型铸造是什么意思
用砂紧实成型的铸造方法称为砂型铸造,简称“砂铸'它是铸造生产中应用最多,最基本的铸造方法。
砂型铸造是用砂作为主要造型材料,利用型砂紧实形成铸型空腔,金属液浇注凝固后,打破砂型取出铸件。
砂型铸造是最古老的铸造方法,砂型的制造材料来源广、价格低,砂型的制造方法中包含了许多传统的制作工艺,手段丰富,工艺灵活•生产适应性极强,无论总成批大最生产,还是单件小批量生产都可以采用砂型铸造,但砂型铸造使用的砂型是一次性铸型,在铸件成形后即被打破,每生产一个铸件都需要重新造型。而造型的工艺繁杂,许多是手工操作,技术要求髙,劳动强度大,故砂型铸造是生产效率较低的铸造方法。
铸造生产中“型”的广意是指铸型,即按铸件形状和性能要求预先制备的,用以注人熔融金属并使之冷却凝固形成铸件的工艺装备。
用砂制成的铸型称为砂型。砂型的构成及各部分名称,它通常是由上型与下型、分型面、芯子、型腔和浇注系统等五大部分组成。
上型与下型砂型中形成铬件外廊形状的主体组元,又称“范型”。铸造生产中“型”经常狭意特指“范型”,以区别于“芯”。
分型面铸型组元间的接合面。一般位于铸件的最大截面处,以便造型时取出模样。
芯了,独立安放在范型内•形成铸件孔和内腔或局部外形的铸型组元,简称“芯”。
型腔由各铸型组元闹成的空腔。型腔有待接纳熔融金属,冷却凝固后获得铸件。
浇注系统铸型中预先开设的保证金属液顺利注人型腔的通道。
为了提高砂型的排气能力,通常在上型上部扎有出气孔,在芯子和上型的芯序部分开出排气孔,以保证排气顺畅。
本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
本文标签:机械
砂型铸造是什么意思
903 人参与 2021年01月11日 11:09 分类 : 机械五金查询手册 评论
-

电沉积类型●阳极电沉积(AED)阳极电泳涂装,金属工件为阳极,吸引漆液中带负电荷的涂料粒子,电沉积时,少量的金属离子(阳极氧化)迁移到涂膜表面,对涂膜的性能造成影响。阳极电泳涂料主要用于对耐蚀性要求较低的工件,是经济型涂料。●阴极电沉积(CED)阴极电泳涂
-

日本江岛大桥的最大的特点就是引道坡度比较大,岛根县端的引道坡度达6.1%,也就是说每经过100米会升高6米,鸟取县端的引道坡度也有5.1%,每经过100米会升高5米,虽然爬坡高度比较大,不过仍在一般车辆可正常爬坡的范围。江岛大桥是日本的一座连接日本鸟取县境港市
-

刷镀设备一般包括:一、电源根据刷镀的特点,所用的直流电源应具有以下特点:(1)直流输出外特性应是平直的。随着负载电流的增大,电源电压下降很小;(2)输出电压一般为OV~30V,能无级调节;(3)附有输出极性转换装置;(
-
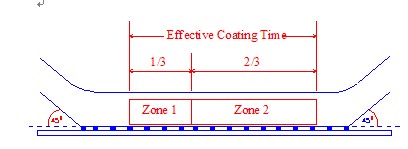
EffectiveCoatingTime电泳时的有效电泳时间 Aminimumfullimmersiontimeoftwominutesinfrontofanodesisnecessaryforcarbodies.
- 2022-10-26SBR工艺有哪些专用设备
- 2022-10-25MSBR工艺是什么
- 2022-10-25虹吸排水原理是什么
- 2022-10-21两轴式变速器是什么
- 2022-10-21三轴式变速器的优点
- 2022-10-17氧-乙炔焰粉末喷涂技术简介
- 2022-10-17常用焊修修复技术有哪些
- 2022-10-14无损检测技术简介
- 2022-10-14应力、应变测试技术
- 2022-10-14油液分析技术简介
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
